
Idioma
Búsqueda de productos
Idioma
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Noticias de la empresa
DMAIC: Facilitar la mejora continua de la calidad de las piezas mecanizadas
2025-09-19Siguiendo la política de calidad y la filosofía de gestión de la empresa de "Satisfacerse a uno mismo, satisfacer a los clientes, ser honesto y digno de confianza y esforzarse por alcanzar la excelencia", ofrecemos continuamente a los clientes productos de mayor rentabilidad y calidad más estable. Recientemente, en el taller de mecanizado, ha habido un fenómeno en el que las dimensiones clave o las tolerancias geométricas de algunos procesos clave son inestables después del procesamiento y no cumplen con los requisitos de control 6 - Sigma. La dirección de la empresa concede gran importancia a esto y ha promovido el taller para crear un grupo de trabajo para la mejora de la calidad del taller. Este grupo de trabajo está formado por líderes de departamentos relevantes, ingenieros relevantes, líderes de equipo y empleados de producción de primera línea. Utilizando el método DMAIC de mejora 6 - Sigma, se ha lanzado una campaña integral de mejora de la calidad. A través de una serie de actividades de mejora, como investigación de antecedentes, recopilación de datos, resumen de problemas, análisis de causas y formulación de medidas de mejora a corto y largo plazo, el trabajo de mejora de la calidad se ha llevado a cabo en su totalidad. Esta actividad de mejora ha mejorado de manera integral la capacidad práctica de los gerentes y empleados de base para comprender, aplicar y promover las herramientas de mejora 6 - Sigma de manera paralela. Ayuda a reducir la variación y fluctuación de las características de calidad de las piezas mecanizadas, mejorando así la calidad general de fabricación de los motores y ayudando a ofrecer a los clientes productos de mejor calidad.
El proceso de mejora de DMAIC incluye cinco fases: Definir, Medir, Analizar, Mejorar y Controlar. Estas cinco fases constituyen un método de mejora de la calidad del proceso completo, y cada fase consta de varios pasos de trabajo. La siguiente es una breve descripción de la mejora del problema de que la coaxialidad de las cámaras de rodamiento delantera y trasera y el descentramiento de la cara extrema del conjunto son inestables después del montaje de la base de la máquina con doble soporte y el conjunto de la cámara de rodamiento:
01 Definir
Los miembros relevantes del equipo celebraron una reunión especial de mejora de la calidad y utilizaron una lluvia de ideas para definir los objetivos de mejora del equipo:
• a) Problema: La coaxialidad del orificio interior mecanizado fino del asiento del cojinete del conjunto de base de la máquina con doble soporte es inestable. Después del montaje, el descentramiento de la cámara de rodamientos de toda la base de la máquina excederá la tolerancia, lo que no cumple con los requisitos del dibujo.
• b) Objetivo de mejora: la tasa de defectos es inferior a 200 PPM y el descentramiento de la cámara del rodamiento es inferior a 0,05 mm.

02 Medida
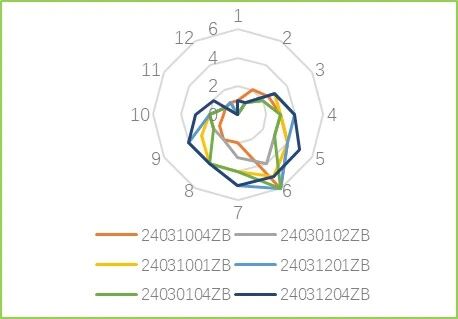
El equipo de mejora diseñó una tabla de parámetros que influyen en la calidad relacionados con el proceso de mecanizado. Según esta tabla, los operadores de los procesos correspondientes recopilaron datos, incluido el proceso y la descomposición del proceso, la configuración de los parámetros de corte, la configuración de los parámetros clave de herramientas y accesorios, la configuración de la fuerza de posicionamiento y sujeción y otros parámetros relacionados. Una vez completada la recopilación de datos, se utiliza un gráfico de radar para realizar una evaluación objetiva de la eficacia del sistema de medición actual.
• a. Definir parámetros de evaluación
Utilizando el diagrama de espina de pescado de causa y efecto para la lluvia de ideas, enumere la posible causa y los factores que influyen en 5M2E (Hombre, Máquina, Material, Método, Medición, Medio Ambiente, Energía) y recopile los datos de origen en forma de lista. Por ejemplo, la correlación entre la fuerza de sujeción y la deformación, la correlación entre la velocidad de la máquina herramienta y la configuración de los parámetros de corte, y los parámetros de precisión de la máquina herramienta.
• b. Recopilar datos
Después de confirmar las características clave de calidad y las variables clave de salida del proceso, descubra las variables clave de entrada del proceso. El ingeniero de procesos guía a los empleados en la recopilación de datos.
•c. Evaluar datos medidos
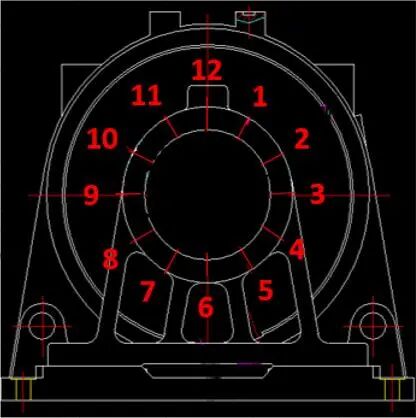
Con base en los datos de origen recopilados de las variables clave del proceso, calcule datos estadísticos como la media, la varianza y la desviación estándar. Dibuje un gráfico de Pareto, un gráfico de control X/R o un gráfico de radar para realizar análisis adicionales. Por ejemplo, a través del gráfico de radar de datos, podemos ver que el descentramiento del orificio interior del asiento del rodamiento del conjunto de la base de la máquina es causado por la deformación del orificio interior del asiento del rodamiento. A partir de esta conclusión podemos analizar las causas de forma específica.
03 Analizar
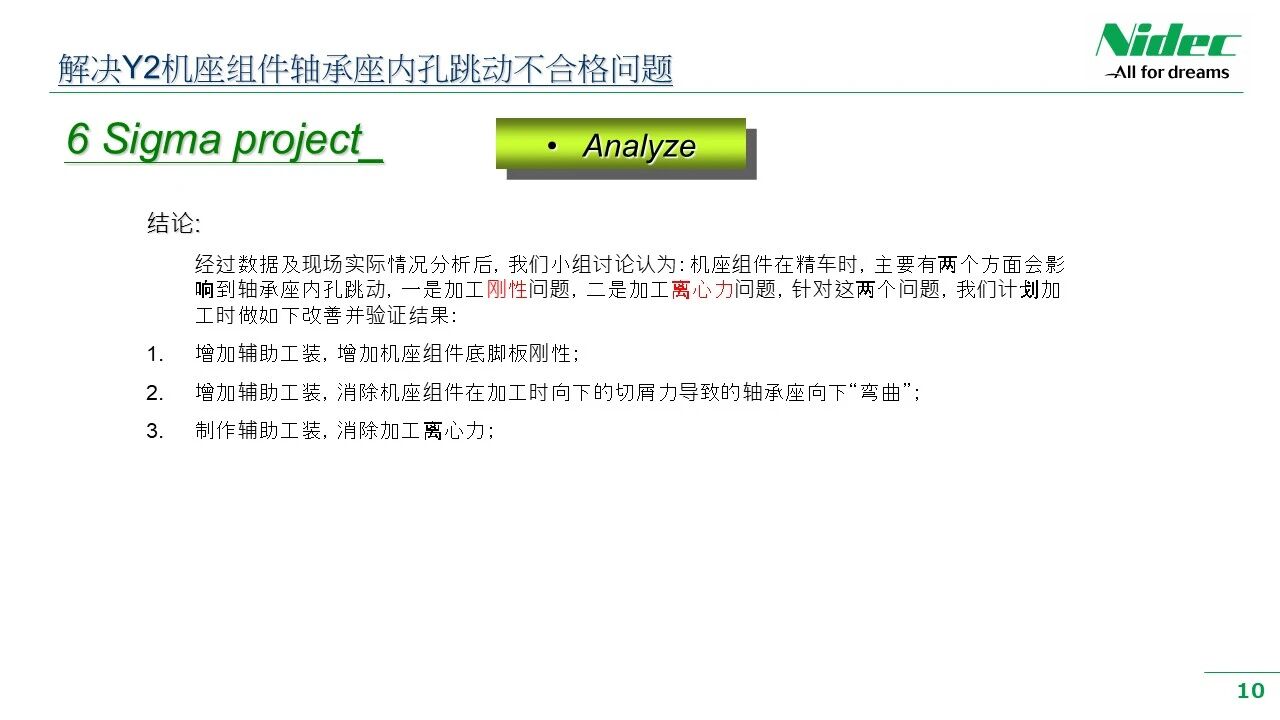
El equipo utiliza herramientas de análisis como PFMEA (Análisis de efectos y modos de falla del proceso) y diagramas de espina de pescado para realizar un análisis de causa en profundidad de los datos recopilados y encontrar la causa raíz. Esto incluye identificar la distribución de datos, cambiar tendencias, identificar valores atípicos, analizar la relación entre las variables del proceso y determinar las causas fundamentales de los problemas potenciales. Al establecer la conexión entre los problemas y las causas, el equipo puede adquirir una comprensión profunda de la naturaleza del problema y sentar las bases para formular soluciones efectivas. Por ejemplo, mediante el análisis del gráfico de radar de los datos de descentramiento del orificio interior del asiento del rodamiento, podemos concluir que las causas de este problema incluyen la influencia de la rigidez de mecanizado y la fuerza centrífuga de mecanizado en el descentramiento. Según el principio DOE (Diseño de experimentos), se diseña un plan de mejora para verificar si la hipótesis de la causa es válida y luego se encuentra la causa raíz.
04 mejorar
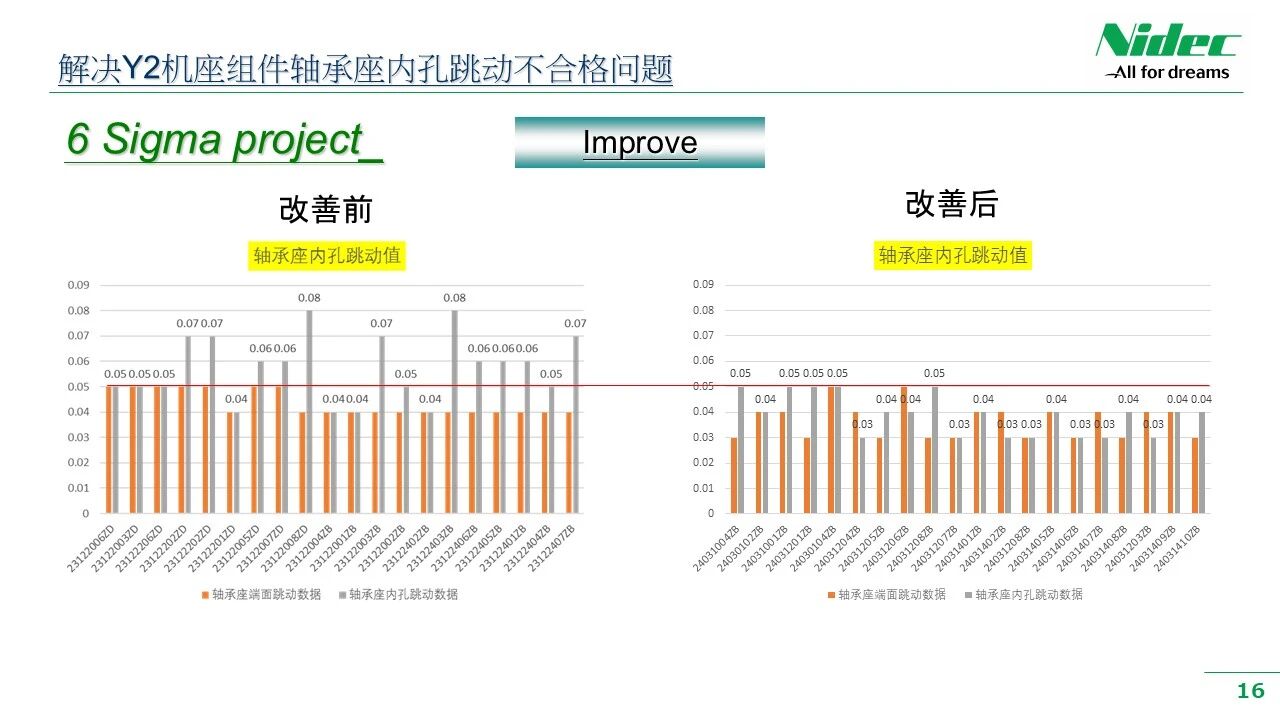
A partir de los resultados del análisis y la verificación, el equipo propone e implementa soluciones específicas. Esto puede implicar optimización de procesos, actualización de tecnología, mejora de operaciones y otros aspectos. Es importante que el equipo necesite verificar la efectividad de las soluciones para garantizar que puedan producir los resultados esperados en la operación real. Una vez que la verificación sea exitosa, el equipo actualizará la descripción del proceso y los métodos de operación para garantizar que las nuevas soluciones puedan estandarizarse y los resultados de mejora puedan promoverse durante todo el proceso de mecanizado. Por ejemplo, al resolver el problema de descentramiento del conjunto de base de la máquina de la serie Y2, nuestro equipo propuso soluciones específicas basadas en los resultados analizados en la fase de Análisis. Estas soluciones incluyen agregar puntos de soporte en la posición suspendida del asiento del rodamiento, agregar placas de acero en los pies de la base de la máquina para mejorar la rigidez y agregar contrapesos frente a los pies de la base de la máquina. Luego, se llevaron a cabo verificaciones de procesamiento de prueba una por una para confirmar que los datos de verificación de procesamiento cumplían con los objetivos esperados del equipo y, finalmente, se encontró una solución efectiva.

05 controlar
La fase de Control es el eslabón final del método DMAIC y también es la clave para garantizar la sostenibilidad de los resultados de mejora. En esta fase, el equipo formulará e implementará un plan de control, que incluirá monitoreo de procesos, manejo de anomalías y mejora continua. Al monitorear periódicamente el desempeño del proceso y ajustar la estrategia de control, el equipo puede garantizar que el proceso esté siempre en un estado controlado y evitar que el problema vuelva a ocurrir.
Mediante la aplicación específica de la herramienta de mejora Six Sigma DMAIC en múltiples equipos de mejora del taller de mecanizado, se ha mejorado la conciencia y la capacidad práctica de todos los empleados para utilizar continuamente esta herramienta para mejorar la calidad del proceso. Ha estimulado la innovación y la vitalidad de mejora de todos los empleados en el taller, ha promovido la aplicación amplia y profunda del método DMAIC en futuros proyectos de mejora, ha mejorado en gran medida la capacidad de todos los empleados en el taller de mecanizado para analizar y resolver problemas anormales de calidad y ha permitido a los empleados encontrar la diversión de aprender, practicar y disfrutar de los resultados de mejora en el proceso de mejora.
Recomendaciones de noticias

Encuentro "Ni" | Los componentes de ascensores de Nideco hacen su debut en la Exposición Internacional de Ascensores de China 2026
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. abre grandiosamente, potenciando la actualización global de fabricación inteligente para componentes centrales de ascensores
2026-06-20
Nuevas oportunidades en la Ruta de la Seda: exploración del mercado de ascensores de Kazajstán
2026-06-20
Solución de modernización de máquinas ultrafinas de Nidec
2026-03-21
El devanado modular de un solo diente para estator establece un nuevo estándar para una producción de alta eficiencia
2026-03-02